
Egenskaper for fôrmaterialer spiller en avgjørende rolle i å bestemme levetiden tilkjeveknuserdelerOperatører som håndterer hardhet, slipeevne, partikkelstørrelse og fuktighet kan forlenge levetiden tilmanganstål slitedeler til kjeveknusere.
- Høy hardhet og slipeevne øker utskiftningsrater og energiforbruk.
- Fuktighet og klebrighet kan forårsake tilstopping, noe som fører til mer vedlikehold.
- Konsekvent matestørrelse bidrar til å forhindre nedetid og forbedrer knuserens ytelse.
Å velge det rettekjeveknusermaskinogknuserdelersenker kostnadene og øker effektiviteten.
Viktige konklusjoner
- Hardhet og slipeevne på fôrmaterialene øker slitasjen på kjeftknuserens deler betraktelig, så operatører bør justere innstillingene og velge sterke materialer for å forlenge delenes levetid.
- Å kontrollere fôrstørrelsen og fjerne for store steiner eller finstoff bidrar til å forhindre ujevn slitasje og blokkeringer, noe som forbedrerknusereffektivitetog reduserer vedlikehold.
- Fuktighet og klebrige materialer forårsaker tilstopping og ekstra belastning på knuserdelene, så håndtering av fuktighet gjennom tørking og sikting sørger for at knuserne går problemfritt.
- Å velge riktigkjeveplatematerialerog design basert på mateegenskaper kan mangedoble slitetiden og redusere nedetiden.
- Regelmessig inspeksjon, riktig vedlikehold og opplæring av operatører er avgjørende for å oppdage slitasje tidlig og holde knuserne i effektiv drift lenger.
Viktige egenskaper for fôringsmateriale og slitasje på kjeveknusermaskiner
Hardhet av fôrmateriale
Hardhet er en av de viktigste egenskapene som påvirker slitasjen på kjeftknusere. Harde bergarter, som granitt eller basalt, krever mer kraft for å knuse. Denne ekstra kraften øker belastningen på kjeftplater og foringer. Når operatører mater hardere materialer inn i kjeftknusermaskinen, opplever platene mer skjære- og flisslitasje. Studier viser at bergarter med høyere trykkfasthet og bruddseighet forårsaker raskere slitasje. Operatører legger ofte merke til at utløserenden av kjevene slites ut først når de behandler mindre, hardere partikler. Å justere knuserinnstillingene basert på hardheten til matingen kan bidra til å redusere slitasje og forlenge delenes levetid.
Slipeevne og mineralsammensetning
Slitasjeevne og mineralsammensetning spiller også en viktig rolle i slitasjemønstre. Mineraler som kvartsitt og granitt er svært slipende. Disse mineralene sliper mot kjeveplatene og forårsaker rask overflatenedbrytning. Hvis fôret inneholder en høy prosentandel av slipende mineraler, standardmangan stålforingerkan slites ut raskt. Å velge riktig foringsmateriale, for eksempel høykromjern eller komposittlegeringer, kan bidra til å motstå denne typen slitasje. Operatører bør også være oppmerksomme på forurensning i fôret, da frittstående jern eller for store steiner kan forårsake avskalling og sprekkdannelser i kantene.
Tips: Å matche foringsmaterialet til mineralsammensetningen i fôret kan forlenge levetiden med opptil fem ganger og redusere vedlikeholdskostnadene.
Partikkelstørrelse og størrelsesfordeling
Partikkelstørrelse og fordeling av partikler påvirker direkte hvor ofte kjeveplatene må skiftes ut. Når fôret inneholder mange store steiner, vil visse områder av kjeveplatene bli utsatt for gjentatte støt. Dette fører til ujevn slitasje og hyppigere utskiftinger. For mye finstoff i fôret kan forårsake blokkeringer, noe som også forkorter platenes levetid. En godt kontrollert fôrstørrelsesfordeling fremmer jevn slitasje og stabil drift. Operatører som overvåker og justerer fôrstørrelsen kan redusere driftskostnadene og holde kjeftknusermaskinen i gang effektivt.
Fuktighetsinnhold og klebrighet
Fuktighetsinnholdet i råmaterialet spiller en betydelig rolle i kjeftknuserens ytelse. Når råmaterialet inneholder mye fuktighet, spesielt når det blandes med finstoff eller leire, fører det ofte til driftsutfordringer. Klebrige materialer har en tendens til å feste seg til overflatene inne i knuseren. Denne klebrigheten kan forårsake blokkeringer, også kjent som tilstopping, noe som forstyrrer knuseprosessen.
Operatører legger ofte merke til at fuktige, fine materialer, som leire, ikke brytes lett fra hverandre. I stedet komprimeres disse materialene til en tett masse inne i knusekammeret. Denne prosessen, kalt «pancaking», øker belastningen på knuserens motor. Hvis pancaking ikke kontrolleres, kan knuseren stoppe helt. Selv om fuktighet ikke direkte øker slitasjen på kjeveplater eller foringer, kan den resulterende tilstoppingen og motoroverbelastningen redusere effektiviteten og føre til raskere slitasje over tid.
Flere praktiske trinn bidrar til å håndtere fuktighet og klebrighet i fôrmateriale:
- Fortørking av fôret for å redusere fuktigheten til under 5 % bidrar til å forhindre at materialet setter seg fast.
- Å sikte ut finstoff før knuseren mates reduserer risikoen for tilstopping.
- Montering av antiheftende belegg, som for eksempel teflonbelagte overflater i materenger, minimerer materialheft.
- Bruk av ledevegger for å omdirigere materialstrømmen, spesielt med vibrerende matere, kan redusere tilstopping ytterligere.
Merk: Operatører som overvåker fuktighetsnivåer og justerer prosessene sine, kan opprettholde jevnere knuserdrift og forlenge levetiden til slitedeler.
Håndtering av fuktighet og klebrighet i fôrmaterialet forbedrer ikke bare knuserens pålitelighet, men reduserer også vedlikeholdskostnadene. Ved å ta disse trinnene sikrer operatørene at kjeftknusermaskiner kjører effektivt, selv når de bearbeider utfordrende materialer.
Virkningen av mateegenskaper på kjeveknusermaskindeler
Hardhetseffekter på slitasje på kjeveplate og foring

Hardheten til matematerialet påvirker direkte slitasjehastigheten til kjeveplater og foringer. Hardere bergarter, som granitt eller kvartsitt, krever mer kraft for å brytes. Denne økte kraften fører til høyere belastning på kjeftknuserens kontaktflater. Over tid forårsaker gjentatte støt fra harde materialer meiselslitasje, som viser seg som dype riper, spor og groper på kjeveplatene. Operatører observerer ofte at knusesonene opplever den mest alvorlige slitasjen, spesielt ved bearbeiding av malm med høy hardhet.
Utmattingsslitasje oppstår også når kjeveplatene utsettes for gjentatte kompresjons- og støtbelastninger. Sprekker dannes og sprer seg, noe som til slutt forårsaker sprøbrudd. Matingssonen, der steinene først kommer inn i knuseren, er spesielt sårbar for denne typen skade.Kjeveplater av høyt manganstålkan motstå noe av denne slitasjen fordi de herder under drift, men selv disse materialene har begrensninger når de utsettes for ekstremt hard mating.
Tips: Regelmessig overvåking av hardheten til innkommende materiale hjelper operatører med å justere knuserinnstillingene og velge riktig foringsmateriale, noe som reduserer uventet nedetid.
Slipende mineraler og overflatenedbrytning
Slipende mineraler i fôret, som kvarts eller silika, akselererer overflatenedbrytning avkjeveknuserdelerLaboratorie-slitasjetester, inkludert hulling-slitasjetester, viser en sterk korrelasjon med slitasjemønstre i den virkelige verden. Disse testene avslører at slipende mineraler forårsaker mikropløying, mikroskjæring og mikrosprekker på overflaten av kjeveplater og foringer. Når slipepartikler glir og presser mot metallet, fjerner de små fragmenter, noe som fører til volumtap og ru overflater.
Feltstudier bekrefter at tilstedeværelsen av slipende mineraler øker overflateslitasjen. De viktigste slitasjemekanismene inkluderer:
- Lavspennings riper og slitasje:Oppstår når partikler glir over overflaten uten særlig kompresjon.
- Høyspennings sliping:Skjer når mindre partikler sliper mot overflaten under trykk.
- Slitasje ved huling:Resultat av at store, harde partikler støter mot og komprimerer kjeveplatene.
Tabellen nedenfor oppsummerer vanlige slitasjemønstre og årsakene til dem:
| Bruksmønstertype | Beskrivelse | Årsak / Påvirkende faktorer | Kjeveplateregionen | Kraftegenskaper |
|---|---|---|---|---|
| Meiselslitasje | Dype riper, spor og groper | Gjentatt påvirkning og ekstrudering av malmer | Knusningssoner (M, ML, L) | Høy normal, moderat tangensiell |
| Tretthetsslitasje | Sprekker og sprøbrudd | Langvarig gjentatt påvirkning | Fôringsone (H) | Høy normal, nedre tangentiell |
| Slitasje | Riping, sliping, uthuling og slitasje | Partikkelstørrelse, hardhet, kompresjon/skjærkraft | Knusningssoner (M, ML, L) | Høy normal og tangensiell |
| Korrosjonsslitasje | Oksidasjon på grunn av fuktighet | Fuktighetsinnhold i fôr | Alle regioner | Kjemisk slitasje |
Materialegenskaper som hardhet, seighet og mikrostruktur påvirker også hvor godt kjeftknuserens deler motstår slipende slitasje. Endringer i foringsgeometrien fra slitasje kan påvirke knuserens ytelse, noe som gjør regelmessig inspeksjon viktig.
Innflytelse på overdimensjonert fôr og bøteinnhold
Fordeling av fôrstørrelse spiller en viktig rolle i slitasje på kjeveplatene og foringen. Overdimensjonerte steiner skaper konsentrerte støtsoner på kjeveplatene. Disse støtene forårsaker ujevn slitasje, der visse områder slites raskere enn andre. Når store partikler kommer inn i knuseren, kan de også forårsake uthulingsslitasje, noe som fører til dype spor og groper.
For mye finstoff i tilførselen representerer en annen utfordring. Fine partikler kan fylle mellomrom mellom større steiner, noe som øker risikoen for blokkeringer. Disse blokkeringene tvinger knuseren til å jobbe hardere, noe som øker temperaturen og belastningen på slitedeler. Over tid kan dette akselerere slipende og utmattende slitasje, spesielt hvis finstoffet inneholder slipende mineraler.
Operatører kan håndtere disse risikoene ved å:
- Sikting av fôrmateriale for å fjerne overflødig finstoff før det kommer inn i knuseren.
- Justering av innstillingen for lukket side (CSS) for å kontrollere størrelsen på materialet som passerer gjennom.
- Overvåking av andelen overdimensjonerte steiner og justering av matingsarrangementet.
Merk: Konsekvent matestørrelse og kontrollert finstoffinnhold bidrar til jevn slitasje på tvers av kjeveplatene, noe som forbedrer effektiviteten og levetiden til kjeftknusermaskinen.
Fuktighetsrelaterte slitasjemekanismer
Fuktighet i fôrmaterialet kan endre hvordan kjeftknuserdeler slites under drift. Vann fungerer både som et smøremiddel og en katalysator for slitasje, avhengig av forholdene inne i knuseren. Operatører ser ofte forskjellige slitasjemønstre når de bearbeider våte eller klebrige materialer sammenlignet med tørre, frittflytende steiner.
Direkte effekter av fuktighet på slitasje:
- Vann kan danne en tynn film mellom steinen og kjeveplaten. Denne filmen reduserer noen ganger friksjon, noe som bremser slipemiddel.
- I mange tilfeller blandes fuktighet med fine partikler og leire. Denne blandingen danner en klebrig pasta som fester seg til kjeveplatene og foringene.
- Klebrig materiale forårsaker «pancaking», der lag med vått finstoff bygger seg opp på knuseroverflatene. Disse lagene fanger opp slipepartikler og øker slipeeffekten mot metallet.
Indirekte effekter og sekundær skade:
- Fuktighet fremmer korrosjon, spesielt i kombinasjon med mineraler som reagerer med vann. Korrosjon svekker overflaten på kjeveplater og foringer, noe som gjør dem mer sårbare for mekanisk slitasje.
- Vått tilførselsmateriale fører ofte til blokkeringer. Når knuseren setter seg fast, må maskinen jobbe hardere for å fjerne blokkeringen. Denne ekstra kraften øker belastningen på slitedelene.
- Høyt fuktighetsinnhold kan forårsake ujevn slitasje. Noen områder av kjeveplaten kan forbli dekket av vått materiale, mens andre forblir eksponerte. Denne forskjellen fører til flekkvise slitasjemønstre og reduserer delenes totale levetid.
Note:Operatører bør overvåke både fuktighetsinnholdet og typen finstoff i fôret. Leirerike materialer med høyt vanninnhold forårsaker mer alvorlig slitasje enn ren, våt sand.
Vanlige fuktrelaterte slitasjemekanismer:
| Mekanisme | Beskrivelse | Typisk resultat |
|---|---|---|
| Smøreeffekt | Vannfilm reduserer friksjon | Saktere slitasje på slipemiddel |
| Pannekaking/Bygge opp | Klebrige partikler fester seg til overflater | Økt sliping og slitasje |
| Etsende slitasje | Vann og mineraler forårsaker kjemiske reaksjoner | Rust, gropdannelse, overflatetap |
| Blokkeringsindusert stress | Vått materiale tetter knuseren og hever lasten | Akselerert utmattelse og slitasje |
| Ujevne slitasjemønstre | Fuktighet beskytter noen områder, eksponerer andre | Ujevn, uforutsigbar slitasje |
Praktiske trinn for å håndtere fuktrelatert slitasje:
- Operatører kan forhåndssikte fôrmaterialet for å fjerne overflødig finstoff og leire før knusing.
- Installasjon av fuktighetssensorer hjelper med å spore endringer i fôrforholdene.
- Bruk av antiheftende foringer eller belegg på renner og knuseroverflater reduserer materialoppbygging.
- Regelmessig rengjøring og inspeksjon forhindrer langvarige skader fra korrosjon og blokkeringer.
Tupp:Operatører som kontrollerer fuktighet og finstoff i fôret kan forlenge levetiden til kjeftknuserdeler og redusere uplanlagt nedetid.
Fuktighetsrelaterte slitasjemekanismer byr på unike utfordringer innen industriell knusing. Ved å forstå disse effektene kan operatører ta bedre beslutninger om tilberedning av fôr, knuserinnstillinger og vedlikeholdsplaner. Denne kunnskapen fører til lengre levetid for delene og mer pålitelig knuserytelse.
Industrielle casestudier: Ytelse av kjeveknusermaskiner

Høyhard malmbehandling
Gruvedrift bearbeider ofte malm med svært høy hardhet, som granitt eller kvartsitt. Disse materialene legger ekstrem belastning på kjeftknuserens deler. Operatører legger merke til at kjeftplater og foringer slites raskere når de knuser disse tøffe bergartene. Stålplater med høyt manganinnhold bidrar til å motstå denne slitasjen fordi de blir hardere under bruk. På ett gruveanlegg byttet operatørene til spesialtilpassede kjeftplater med en spesiell tannprofil. Denne endringen forbedret slitetiden og reduserte antall driftsstans for vedlikehold. Regelmessig inspeksjon og rettidig utskifting av slitte deler holdt knuseren i gang uten problemer. Operatørene justerte også matearrangementet for å unngå overbelastning av maskinen.
Produksjon av slipeaggregat
Produksjon av slipende tilslag, som knusing av basalt eller kvartsrik grus, skaper et tøft miljø for kjeftknuserdeler. Operatører opplever høye slitasje- og slagkrefter i disse omgivelsene. De bruker materialer av høy kvalitet som manganstål til kjeftplater på grunn av dets arbeidsherdende egenskaper. Formen og tannprofilen til platene spiller en nøkkelrolle i håndteringen av slitasje. Tilpassing av slitedeler for det spesifikke tilslaget bidrar til å fordele slitasjen jevnere og øker effektiviteten. Operatører i disse miljøene følger strenge vedlikeholdsplaner. De bytter ut deler til rett tid for å forhindre uventede feil.
- Slitasjedeler på kjeftknusere utsettes for betydelige slitasje- og slagkrefter i produksjon av slipende tilslag.
- Høykvalitetsmaterialer og spesialtilpassede design bidrar til å motstå slitasje og forbedre effektiviteten.
- Vedlikeholdstidspunktet er avgjørende for å optimalisere levetiden.
Tabellen nedenfor oppsummerer forskjellene mellom slipende og mindre slipende bruksområder:
| Søknadstype | Slitasjehastighet | Materiale brukt | Vedlikeholdsbehov |
|---|---|---|---|
| Slipende tilslag | Høy | Mangan stål | Hyppig, planlagt |
| Mindre slitende | Senke | Standardlegeringer | Mindre hyppig |
Variabel matestørrelse i resirkuleringsapplikasjoner
Resirkuleringsoperasjoner håndterer ofte matemateriale som varierer i størrelse og form. Denne variasjonen påvirker kjeftknuserens ytelse og levetid for deler. Operatører ser noen ganger tilstopping eller til og med maskinstans når matingen inneholder store eller merkelig formede deler. Forskyvningen av knuserkjeven endres med høyden på matingen, noe som påvirker effektiviteten. Før de velger en kjeftknuser for resirkulering, analyserer operatørene materialegenskapene og forventet matestørrelse. Energiforbruket avhenger også av materialets styrke og knuserens åpningsstørrelse. Knusing av høyfast betong bruker mye mer energi enn mykere materialer. Mindre åpningsstørrelser øker også energiforbruket. Disse faktorene viser at variabel matestørrelse og materialegenskaper spiller en stor rolle i knuserens ytelse og levetid for slitedeler.
Operatører som overvåker fôrstørrelsen og justerer knuserinnstillingene kan redusere slitasje og forbedre effektiviteten i resirkuleringsapplikasjoner.
Overvåking og reduksjon av slitasje i drift av kjeveknusermaskiner
Valg av kjeveplate- og foringsmaterialer
Å velge det rettekjeveplate og foringsmaterialerer viktig for å redusere slitasje i industrielle knusere. Operatører velger ofte manganstålkvaliteter basert på hardheten og slipeevnen til materialet. Tabellen nedenfor sammenligner vanlige materialer og deres ytelse:
| Materialtype | Viktige egenskaper | Egnethet for harde/slipende materialer | Slitelevetid sammenlignet med Mn18Cr2 |
|---|---|---|---|
| Mn14Cr2 | Høy slagfasthet, slitestyrke | Myke eller ikke-slipende steiner | Grunnlinje |
| Mn18Cr2 | Utmerket arbeidsherding og slitestyrke | Middels til vanskelige, ikke-slipende steiner | Grunnlinje |
| Mn22Cr2 | Overlegen slitestyrke, lengre levetid | Harde og slipende steiner | Lengre enn Mn18Cr2 |
| TIC-innsatser | Svært høy hardhet, slagfast | Svært harde og slipende materialer | 1,5 til 2,5 ganger lengre enn Mn18Cr2 |
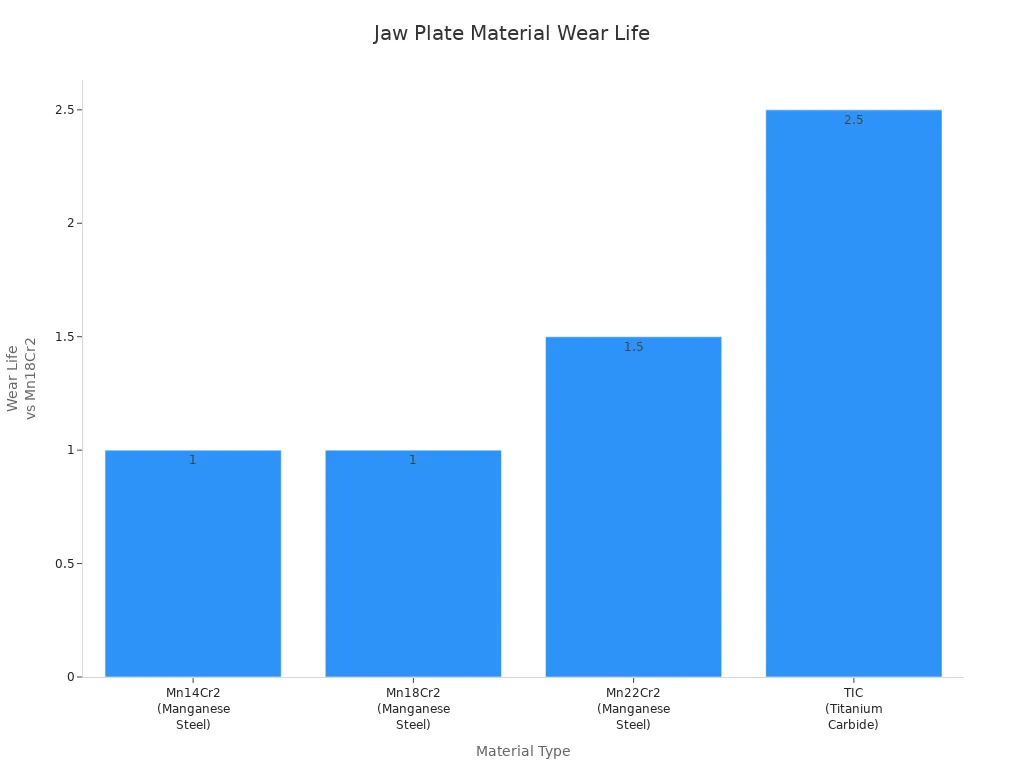
Operatører som behandler harde eller slipende tilførselsmaterialer velger ofte Mn22Cr2- eller TIC-innsatsplater for lengre slitestyrke og redusert nedetid.
Justering av knuserinnstillinger og matearrangementer
Riktige knuserinnstillinger og matearrangementer bidrar til å forlenge levetiden til kjeveplater og foringer. Operatører bruker flere strategier:
- Inline-mating justerer materialet med knuseråpningen, noe som reduserer tilstopping og ujevn slitasje.
- Chokemating holder kammeret minst 80 % fullt, noe som fremmer jevn slitasje og effektiv knusing.
- Forhåndssikting fjerner finstoff og overdimensjonert materiale, og forhindrer blokkeringer og ujevn slitasje.
- Godt gradert fôr sikrer jevn gjennomstrømning og reduserer lokal slitasje.
- Å begrense metallinnholdet i fôret beskytter komponentene mot skade.
Justering av innstillingen for lukket side kontrollerer også nipvinkelen og knuseeffektiviteten. Konsekvent chokemating og riktige innstillinger opprettholder jevn slitasje og forbedrer levetiden til kjeveknusermaskinen.
Vedlikeholdsstrategier og slitasjeovervåking
Effektive vedlikeholdsstrategier reduserer slitasje og forhindrer uventede feil. Operatører er avhengige av:
- Forebyggende vedlikehold, som inkluderer planlagte inspeksjoner og utskifting av deler før feil oppstår.
- Prediktivt vedlikehold, bruk av sensorer og overvåkingsverktøy for å oppdage unormale forhold tidlig og planlegge rettidige reparasjoner.
- Avanserte overvåkingssystemer, som ultralydsensorer og telematikk, gir sanntidsdata om fôrnivåer og utstyrsstatus.
Operatører bruker disse strategiene til å spore slitasjeprogresjon og justere driften etter behov. Sanntidsovervåking og automatisering bidrar til å opprettholde stabil materialflyt, redusere slitasje og forbedre knuserens ytelse.
Tips: Å kombinere forebyggende og prediktivt vedlikehold med moderne overvåkingsteknologi fører til lengre levetid for deler og færre uplanlagte driftsstans.
Prediktive tilnærminger for forlenget levetid for deler
Moderne industrielle operasjoner er avhengige av prediktivt vedlikehold for å holde kjeftknusermaskiner i gang effektivt. Prediktive tilnærminger bruker teknologi og regelmessig overvåking for å oppdage problemer før de forårsaker skade. Operatører kan forlenge levetiden til kjeftknuserdeler ved å følge disse smarte fremgangsmåtene:
- Installer sensorer for å overvåke smøreoljetemperatur og filtertilstand. Tidlig oppdagelse av endringer signaliserer potensielle problemer.
- Planlegg daglige, ukentlige og månedlige inspeksjoner ved hjelp av detaljerte sjekklister. Regelmessige kontroller bidrar til å fange opp slitasje før den blir alvorlig.
- Velg kjeveplater med høyere manganinnhold, som for eksempel ZGMn13. Disse materialene varer lenger under tøffe forhold.
- Stram bolter og muttere, og tilpass tannspissene til dalene. Riktig montering forhindrer ujevn slitasje og tidlig delsvikt.
- Legg til vibrasjonsdempende enheter og kontroller matehastigheten. Disse trinnene reduserer belastningen på knuseren og reduserer slitasjen.
Operatører som bruker prediktivt vedlikehold ser færre uventede havarier og lengre levetid for delene.
Data fra den virkelige verden viser effekten av disse strategiene. Tabellen nedenfor fremhever viktige forbedringer fra prediktivt vedlikehold:
| Ytelsesmåling | Forbedringsstatistikk | Beskrivelse av virkningen |
|---|---|---|
| Levetidsforlengelse for knuserdeler | Opptil 30 % | Høykvalitetsmaterialer og prediktiv behandling reduserer utskiftninger. |
| Reduksjon av nedetid | Opptil 30 % | Smarte sensorer og tidlig deteksjon reduserer uplanlagte stopp. |
| Besparelser på vedlikeholdskostnader | Opptil 30 % | Behovsbasert vedlikehold reduserer utgiftene. |
| Forlengelse av levetiden til slitedeler (AI-drevet) | 15–20 % | AI og automatisering øker holdbarheten. |
| Reduksjon av hyppigheten av utskifting av foringer | 35 % | Prediktive verktøy betyr færre foringsskift. |
| Økning av slitedelers levetid (automatisering) | 2 til 4 ganger | Automatisert optimalisering forlenger delenes levetid betraktelig. |
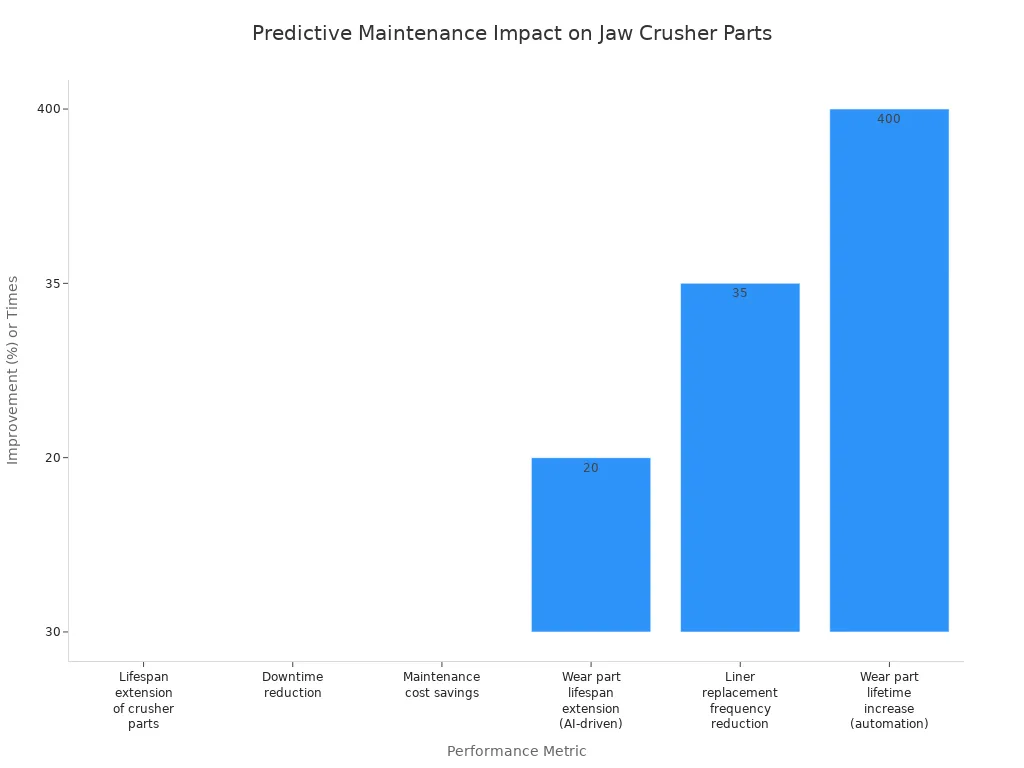
Smarte knuserkontrollsystemer, som de som brukes i ledende operasjoner, har økt levetiden til slitedeler med 15–20 %. Nedetidhendelser gikk ned med 40 %, og hyppigheten av utskifting av foringer gikk ned med 35 %. Sensorer som sporer temperatur, vibrasjon og slitasje hjelper operatører med å handle før feil oppstår. Dette skiftet fra reaktivt til prediktivt vedlikehold holder maskinene i gang lenger og sparer penger. Prediktive tilnærminger gir operatører mer kontroll og trygghet i kjeftknuserens ytelse.
Beste praksis for å optimalisere levetiden til kjeveknusermaskindeler
Matching av kjeveplatemateriale til mateegenskaper
Det er viktig å velge riktig materiale og design for kjeveplaten for å maksimere levetiden til knuserdelene. Operatører bør:
- Velg kjeveplatelegeringer basert på materialets slitestyrke. M1-legering fungerer bra for materialer med lav slitestyrke som kalkstein. Premiumlegeringer som M2, M7, M8 eller M9 er bedre for svært slipende materialer som granitt eller jernmalm.
- Tilpass tannmønstrene til matingen. Brede tenner (WT) hjelper med matinger med mye finstoff ved å forhindre pakking. Skarpe tenner (ST) griper tak i flakete eller vinklet mating, noe som reduserer glidning. Grove korrugerte (CC), kraftige (HD) eller ultratykke (UT) plater tåler slipende mating.
- Følg anbefalingene for knusermodeller. For eksempel bruker CJ615-knusere ofte grovkorrugerte eller kraftige plater med M8-legering for slipemiddeltilførsel.
- Roter kjeveplatene i løpet av levetiden for å sikre jevn slitasje og opprettholde den beste nipvinkelen.
- Juster knuserinnstillingene, som innstilling for lukket side og nipvinkel, slik at de samsvarer med mateegenskapene.
Å matche kjeveplatens materiale og design etter mateegenskapene bidrar til å optimalisere ytelsen og forlenge delens levetid.
Regelmessig inspeksjon og rettidig utskifting
Rutinemessig inspeksjon og rask utskifting av slitte deler sørger for at knuserne kjører effektivt. Operatørene drar nytte av:
- Tidlig oppdagelse av slitasje og skader gjennom regelmessige kontroller av kjeveplater, lagre og andre komponenter.
- Rettidig utskifting av slitte deler, noe som forhindrer ytterligere skade og opprettholder knuseeffektiviteten.
- Riktig smøring av bevegelige deler, noe som reduserer friksjon og forlenger maskinens levetid.
- Overvåkingssystemer som varsler operatører om problemer, støtter tidlig vedlikehold og reduserer reparasjonskostnader.
En jevnlig vedlikeholdsplan, inkludert inspeksjoner og rettidig utskifting av deler, øker utstyrets oppetid og reduserer driftskostnadene.
Operatøropplæring og prosessoptimalisering
Godt trente operatører og optimaliserte prosesser spiller en nøkkelrolle i å redusere slitasje. Operatører bør:
- Bruk riktig matingsgradering og kontroller matehastigheten for å øke kapasiteten og redusere slitasje.
- Juster knuserinnstillingene, for eksempel innstilling for lukket side, ved hjelp av shims og vippelengde for å kompensere for slitasje.
- Mål avstanden mellom kjevene for å sikre riktige innstillinger.
- Justeringer må kun gjøres når knuseren er tom og har stoppet for å unngå for tidlig slitasje.
- Stol på automatiske smøresystemer for jevn lagersmøring.
- Forstå matingsteknikker og vedlikeholdsprosedyrer for å minimere slitasje og forlenge maskinens levetid.
Operatøropplæring og prosessoptimalisering sikrer pålitelig ytelse og maksimerer levetiden til knuserdelene.
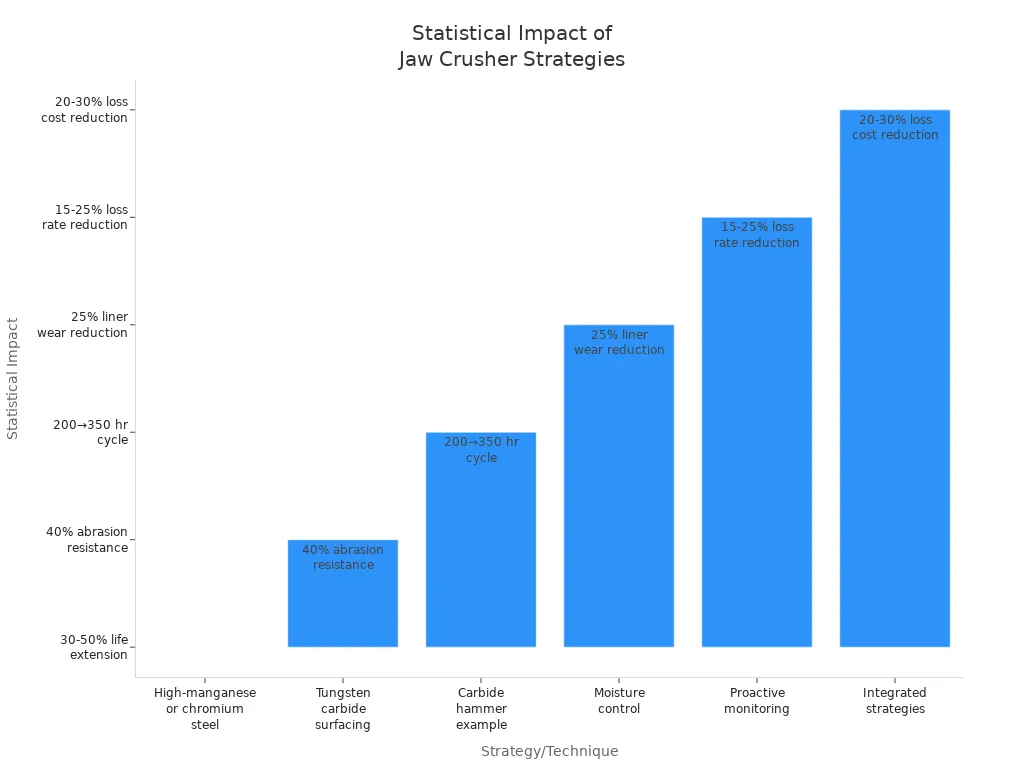
Egenskaper for fôrmaterialer styrer slitasje og levetid forknuserdeleri industrielle omgivelser. Operatører som bruker proaktiv overvåking, velger slitesterke materialer og justerer driften, kan forlenge delenes levetid med opptil 50 % og redusere vedlikeholdskostnadene. Bransjetester viser at beste praksis senker driftskostnadene med 10–20 % og øker utstyrets levetid med 15 %. Disse forbedringene fører til høyere produktivitet og sterk avkastning på investeringen.
Vanlige spørsmål
Hvilken egenskap ved fôringsmateriale forårsaker den raskeste slitasjen på kjeveplaten?
Hardhet og slipeevne forårsaker den raskeste slitasjen. Harde bergarter som granitt eller mineraler med kvarts sliper mot kjeveplater. Operatører ser hyppigere utskiftninger når de bearbeider disse materialene.
Hvordan påvirker fuktighet i fôrmaterialet deler av kjeftknuseren?
Fuktighet kan føre til tilstopping og ujevn slitasje. Klebrige materialer, spesielt med leire, bygger seg opp inne i knuseren. Denne oppbyggingen øker belastningen på delene og kan forårsake raskere slitasje.
Kan operatører redusere slitasje ved å justere fôrstørrelsen?
Ja. Operatører som kontrollerer matestørrelsen og fjerner for store steiner eller finstoff bidrar til å fordele slitasjen jevnt. Denne praksisen forlenger kjeveplatenes levetid og forbedrer knuserens effektivitet.
Hvilket kjeveplatemateriale fungerer best for slipemiddeltilførsel?
Manganstålmed høykrom- eller TIC-innsatser motstår slipende slitasje best. Disse materialene håndterer harde og slipende steiner og gir lengre levetid.
Hvor ofte bør operatører inspisere slitedeler på kjeftknusere?
Operatører børinspiser slitedelerukentlig. Regelmessige kontroller bidrar til å oppdage tidlige tegn på skade. Rettidig utskifting forhindrer uventede havarier og holder knuseren i gang uten problemer.

Publisert: 17. juli 2025